En el imaginario colectivo, la palabra “explosivo” evoca imágenes de dinamita o TNT. Sin embargo, el peligro real es mucho más cotidiano.
En concentraciones óptimas, la harina común es varias veces más peligrosa que la pólvora, y el azúcar pulverizado es, peso a peso, cuatro veces más potente que el TNT.
Una explosión de polvo es una reacción exotérmica en cadena. No es una simple combustión; es un frente de llama y presión que se propaga a través de una nube de partículas en suspensión, consumiendo oxígeno y liberando energóa de fforma devastadora.
La historia nos dió la primera lección técnica en 1785, en una panadería de Turín. Durante años se creyó que aquella explosión de harina fue fruto de la fermentación, es decir producida por gases. SIn embargp, la investigación técnica posterior demostró que el detonante fue la sequedad extrema del producto. El bajo grado de humedad permitió que el polvo se dispersara con facilidad, creando la mezcla perfecta con el aire. Esta “bomba invisible” puede generar presiones de entre 7 y 10 bar, capaces de demoler estructuras de acero que apenas soportan 0,4 bar de sobrepresión.
Por qué el diseño silencia la seguridad?
En la ingeniería de silos, la forma dicta el riesgo. La violencia de una deflagración se rige por la “Ley Cúbica”, que relaciona el gradiente dee presión máximo medido en un volumen específico con una constante deñ volumen:
el valor Kst
(dp/dt)max⋅V1/3=Kst

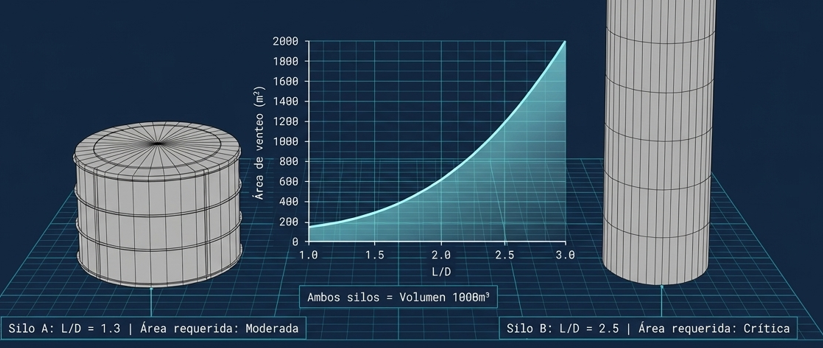
El Kst es el parámetro fundamental dee caracterización; es la constante normalizada que nos permite predecir cómo se comportará un polvo específico es cualquier escala. Aquí, la relaciónLongitud/Diámetro (L/D) es crítica:
- Recipientes compactos (L/D<5): Permiten un alivio de presión más eficiente.
- Silos esbeltos (L/D elevados): la llama recorre más distancia, la turbulencia aumenta y la presión se intensifica, disparando los costes de protección.
Desde la prespectiva de gestión, un silo muy esbelto no es solo un reto de ingeniería, sino un coste de oportunidad crítico. A menudo, la superficie disponible en el techo es físicamente insuficiente para albergar el área de paneles de venteo necesaria, haciendo que la protección pasiva sea materialmente imposible.
Para entender la magnitud de lo que exigimos a una estructura Atex, consideremos este dato: la presión de apertura de un panel de venteoe stándar (Pstat =0,1) equivale a 10 kN/m2. Esto es más de ocho veces superior a la carga de nieve máxima contemplada por el Código Técnico de la Edificación en España (1,2 kN/m2).
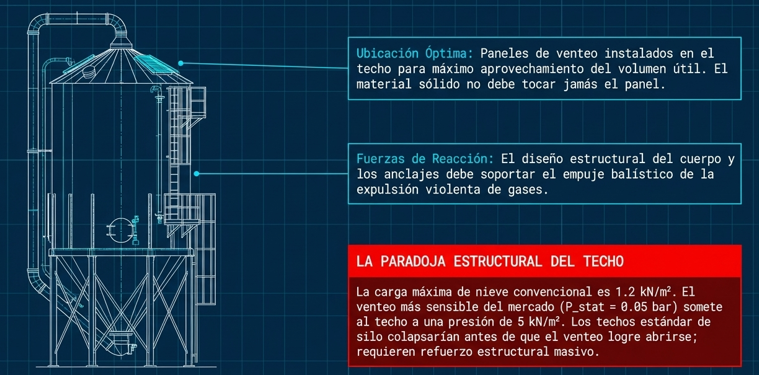
Diseñar instalaciones ATEX significa diseñar para un evento accidental que humilla a las cargas climáticas convencionales. El impacto económico es claro: en silos de gran volumen (10.000 m3), el sobrecoste estructural ronda el 15-29%.
Un error estratégico común es intentar reducir la presión reducida (Pred) por debajo de los niveles ideales (0,12 bar a 0,30 bar) para ahorrar en acero. El resultado es contraproducente: el área de venteo requerida crece de fforma exponencial, superando la superficie física del techo del silo.
Milisegundos críticos: la carrera contra el frente de llama

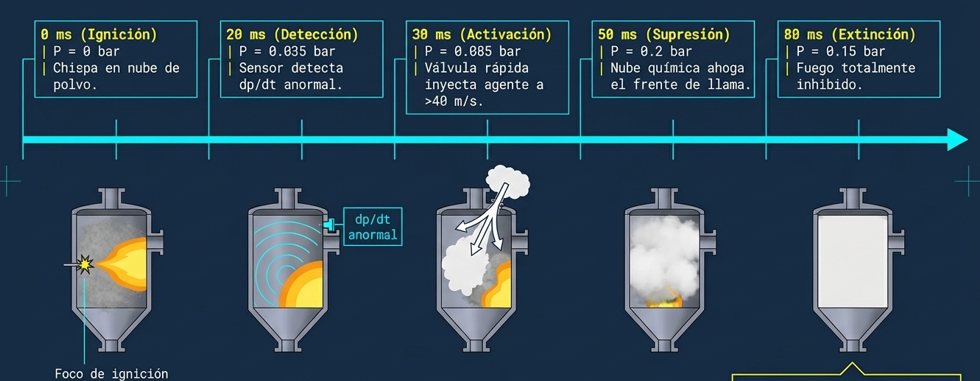
Cuando ocurre la ignición, entramos en una carrera de milisegundos. Debemos elegir entre aliviar la presión (Venteo) o sofocarla (Supresión).
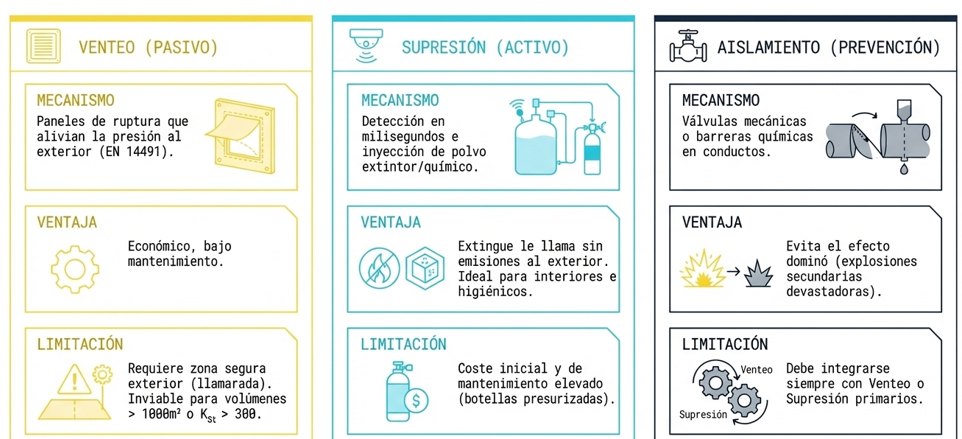
- Venteo (Pasivo): La solución que libera la bola de fuego al exterior. Limitada por normativa a polvos con Kst < 300 y volúmenes menores a 1.000 m3.
- Supresión (Activo): es la única opción viable cuando manejamos productos tóxicos o instalaciones interiores donde ventilar una llamarada al entorno es inaceptable. El sistema detecta la presión incipiente en apenas 20 ms y dispara agentes extintores a 61 m/s. Esta velocidad es la clave: el agente debe adelantar al frente de llama para neutralizarlo antes de que alcance el pico de presión.
| Característica | Venteo (Pasivo) | Supresión (Activo) |
| Funcionamiento | Alivio físico por rotura de panel. | Extinción química automatizada |
| Tiempo de respuesta | Instantáneo tras alcanzar Pstat. | Detección 20 ms/Supresión total 80 ms |
| Aplicabilidad | Exteriores y zonas seguras. | Oboigatorio en interiores o con tóxicos |
| Mantenimiento | Bajo (inspección anual). | Alto (revisión de sensores y carga) |
| Resultado Final | Expulsa llama y presión al entorno. | Contiene el evento dentro del equipo |
La limpieza con aire comprimido. Fabricando la bomba perfecta
El error más grave de mantenimiento es, irónicamente, una mala práctica de limpieza. Utilizar aire comprimido para “limpiar” capas de polvo sobre vigas o maquinaria es fabricar la bomba perfecta.
Esta práctica crea simultáneamente la nube de polvo necesaria para la explosión y aporta la turbulencia que acelera drásticamente la velocidad de combustión. Una capa de polvo en reposo es un riesgo de incendio; una capa de polvo levantada por aire comprimido es una amenaza de muerte. La única hoja de ruta válida es el Documento de Protección Contra Explosiones (DPCEx), que debe priorizar métodos de aspiración o limpieza húmeda.